Es tubería plástica fabricada en Polietileno de Alta Densidad (HDPE por sus siglas en inglés). La tubería
HDPE está diseñada para trabajar con agua a presión y es muy utilizada a nivel mundial como una
alternativa al PVC (Policloruro de Vinilo). La tubería HPDE también se utiliza ampliamente en la
construcción de redes de distribución de gas, en minería y en la industria. La norma de fabricación más
utilizada en el mundo para la fabricación de tubería HDPE es la ISO 44271.
Mostrando entradas con la etiqueta Mineria. Mostrar todas las entradas
Mostrando entradas con la etiqueta Mineria. Mostrar todas las entradas
lunes, 2 de diciembre de 2013
Corrosión en Piping y otros Materiales Ferrosos
Corrosion - Reseña General sobre este fenomeno
En este tema pretendemos ampliar los conocimientos teóricos, mediante una larga investigación en el tema de la corrosión y anticorrosivos.
También se pretende enfocar diferentes puntos de vista sobre un tema que es de vital importancia en el mundo de hoy en día, por su efecto en equipos, herramientas, maquinarias y estructuras.
Se plantearan las soluciones que existen para detener la corrosión como los son los llamados anticorrosivos

Manual Autodesk Plant3D-Download Free
MANUAL AUTODESK PLANT 3D - Download Free
domingo, 1 de diciembre de 2013
Propiedades fisicas de los Gases
Propiedades Fisica de los Gases
(Valores aproximados Calculan a 68 ° F y 147 psia)
cv = specific heat at constant volume
| Name of Gas | Chemical Formula or Symbol | Approx. Molecular Weight M | Weight Density, Pounds per Cubic Foot p | Specific Gravity Relative to Air Sg | Individual Gas Constant R | Specific Heat at Room Temperature Btu/Lb °F | Heat Capacity per Cubic Foot | k equal to cp/cv | ||
| cp | cv | cp | cv | |||||||
| Acetylene (ethyne) | C2H2 | 26.0 | .0682 | 0.907 | 59.4 | 0.350 | 0.269 | .0239 | .0184 | 1.30 |
| Air | -- | 29.0 | .0752 | 1.000 | 53.3 | 0.241 | 0.172 | .0181 | .0129 | 1.40 |
viernes, 29 de noviembre de 2013
Dimensionamiento de Equipos: Carguío y Transporte

La ingenieria de Piping no solamente es utilizada en Oil &Gas, también es utilizada en la minería y otras plantas de Proceso.
Dentro de las operaciones unitarias el carguío y transporte es la que abarca mayor cantidad de análisis, ya que se encuentran directamente ligadas entre sí, por lo tanto el dimensionamiento de la flota considera las dos operaciones unitarias como un conjunto, debiendo recurrir al análisis de distintas combinaciones de equipos compatibles entre sí y con la operación.
jueves, 21 de noviembre de 2013
Criterio de Seleccion de Sellos y empaquetaduras de Valvulas - ProyectoPiping
MATERIAL DE SELLO Y JUNTAS EN VALVULAS - Proyectopiping
Cuando realizamos un Proyecto de Piping, la selección del material adecuado para
empaquetaduras y juntas es tan importante como la de los materia-les de la
válvula para el servicio a que serán destinados al Piping.
La selección de una empaquetadura inadecuada
puede permitir fugas en la válvula y
requerir un paro del sistema para reemplazarla, Provocando asi una perdida en la producción. Además, si el fluido que
se escapa es
Ciertos materiales de empaquetaduras requieren
una elevada compresión, pero hay válvulas que son muy endebles o muy ásperas y no se puede aplicar una gran
compresión. Además, las elevadas compresiones requeridaspor ciertas
válvulas pueden hacer que algunas empaque-taduras fluyan en frío. Ciertas empaquetaduras
incompatibles pueden producir desgaste del vástago.
- PTFE - teflon - temp.
-45ºC a 204ºC @ 100 bar
- PTFE reforzado - temp.- -45ºC a 204ºC
- METAL Inox.
PTFE COATED - 253ºC a 350ºC @ 100 bar
- EPM - etileno propileno - temp. -50ºC a 170ºC @ 70 bar
- FPM - viton - temp.
-5ºC a +204ºC
- NBR - buna N - temp. -40ºC a 120ºC
- GRAFOIL - 253ºC a 538ºC @
100 bar
Tipos de Bridas
Bridas (Flanges)
Están compuestas por dos bridas, una junta, pernos con o sin cabeza roscados y tuercas. Son
fácilmente desmontables. Existen los siguientes tipos :
Las caras de las bridas pueden se lisas (flat face), con resalto (Raise face), de anillo (Ring
Joint Type) y macho-hembra (male & female).
Las juntas pueden ser de materiales, diversos como caucho, resinas revestidas en inox, espiral
y metálicas. El asbestos ha sido desechado por su acción cancerígena. Los materiales más usados
son los aceros forjado y las bridas formadas a partir de chapa torneada, éstas últimas para bajas
presiones.
Una de las normas que regula la fabricación de bridas (flanges) es la ANSI B16.5, que
establece las siguientes clases, según sea el intervalo presión-temperatura de trabajo 150# ,300#
,400# ,600#, 900# ,1500# y 2500# . Para las bridas de acero al Carbono la temperatura máxima es de
260 C (500 F) para 150 y de 455 C (850 F) para las demás clases. La variación de presióntemperatura
es de valores más altos para acero inoxidable y aleados. Se pueden graficar de la
siguiente manera :

Están compuestas por dos bridas, una junta, pernos con o sin cabeza roscados y tuercas. Son
fácilmente desmontables. Existen los siguientes tipos :
- ¨ De cuello soldable (Welding Neck)
- ¨ Deslizantes (Slip on)
- ¨ Roscadas (Screwed)
- ¨ De enchufe (Socket Weld)
- ¨ Lap Joint
- ¨ Ciegas.
Las caras de las bridas pueden se lisas (flat face), con resalto (Raise face), de anillo (Ring
Joint Type) y macho-hembra (male & female).
Las juntas pueden ser de materiales, diversos como caucho, resinas revestidas en inox, espiral
y metálicas. El asbestos ha sido desechado por su acción cancerígena. Los materiales más usados
son los aceros forjado y las bridas formadas a partir de chapa torneada, éstas últimas para bajas
presiones.
Una de las normas que regula la fabricación de bridas (flanges) es la ANSI B16.5, que
establece las siguientes clases, según sea el intervalo presión-temperatura de trabajo 150# ,300#
,400# ,600#, 900# ,1500# y 2500# . Para las bridas de acero al Carbono la temperatura máxima es de
260 C (500 F) para 150 y de 455 C (850 F) para las demás clases. La variación de presióntemperatura
es de valores más altos para acero inoxidable y aleados. Se pueden graficar de la
siguiente manera :

Relación Presión - Temperatura para algunas clases de accesorios
miércoles, 20 de noviembre de 2013
SERVICIOS DE ALTA PRESIÓN DE SUCCIÓN EN BOMBAS CENTRÍFUGAS
SERVICIOS DE ALTA PRESIÓN DE SUCCIÓN EN BOMBAS CENTRÍFUGAS
El propósito de este blog es ayudar a evitar los típicos problemas de los servicios de alta presión de succión, para lo cual vamos a hacer en primer lugar una breve descripción de los problemas más comunes. Luego analizaremos con mayor detalle cuales son las causas de dichos problemas y para finalizar, las recomendaciones del caso.
PROBLEMAS MÁS COMUNES:
· Empuje axial en el eje de la bomba
· Temperatura de cojinetes
· Alineación
· Fallas recurrentes de sellos mecánicos
· Problemas para hacer arrancar el equipo
· Condiciones operativas variables
· Planes de asistencia de sellos mecánicos inadecuados
ANÁLISIS DE LOS PROBLEMAS:
Empuje axial en la bomba:
La condición normal en una bomba centrífuga de impulsor simple, es que por diferencia de presiones aplicadas sobre la superficie del mismo se genere una fuerza resultante cuya dirección es hacia la succión.

Pero cuando la presión de succión es muy alta en relación con la presión diferencial, esa fuerza cambia de dirección y se aplica en sentido contrario, es decir, va hacia el soporte de cojinetes. Esto se debe a la presión de succión ejercida sobre sobre la superficie del eje.

Dicha fuerza, dependiendo de la bomba y sus condiciones operativas, puede ser de una magnitud importante. Solamente como ejemplo, un eje de 60 mm de diámetro con una presión de succión de 30 kg/cm2 genera una carga axial de 848 kg.
Esto es suficiente como para hacer bajar sensiblemente la vida útil L3 del cojinete axial, lo que obliga a los fabricantes de bombas a tomar acciones preventivas, que suelen ser:
Adoptar configuraciones de cojinetes especiales: La configuración típica es colocar cojinetes de contacto angular apareados en disposición “O”, donde cada uno de los cojinetes soporta empuje axial en una dirección opuesta, y en conjunto soportan cargas axiales en ambas direcciones. Algunas bombas permiten colocar tres cojinetes de contacto angular, de esta manera se refuerza su capacidad axial en la dirección que interesa.


Temperatura de cojinetes:
En caso de que el fabricante de la bomba no haya utilizado alguno de los dos recursos anteriores, al haber una carga axial importante los cojinetes tomarán mayor temperatura, lo que reducirá la vida útil del lubricante. Una mayor carga con un lubricante deteriorado conducen a una falla prematura.
Alineación:
Las elevadas presiones sobre las cañerías generan esfuerzos de vínculo sobre sus apoyos. Si la configuración de vínculos no es correcta y se transmiten esfuerzos a las bridas de la bomba, vamos a tener desalineación. Hay que recordar que la desalineación es una de las causas de falla más comunes en equipos rotantes. Hay alineadores que permiten medir la diferencia entre alineación en frío y en caliente, normalmente se usan para servicios de alta temperatura; pero también sirven para verificar la diferencia entre presurizado y despresurizado.
Fallas en los sellos mecánicos:
Un sello mecánico soporta la diferencia de presiones entre la caja del sello y la atmósfera. En servicios normales la presión de caja es bastante parecida a la atmosférica, con lo cual una diferencia de unos 10 bar es sencilla de manejar, pero cuando la presión de succión se acerca a los 30 bar vamos a tener mucha más potencia consumida y calor generado.
Las condiciones tribológicas que se presentan en las caras de contacto requieren de cierta tecnología especial. Relaciones de balanceo más bajas, materiales de caras que faciliten la evacuación del calor, diseños especiales con muescas en las caras que mejoran la performance, diseño de puntos de inyección de garanticen caudal de refrigeración adecuado, elementos de arrastre que soporten el par torsor, etc, etc.
Planes de asistencia inadecuados:
En el punto anterior vimos que la refrigeración del sello mecánico se vuelve crítica, por eso es importante una buena elección del plan de asistencia. Lo habitual es utilizar un plan API 11, que consiste de una conexión desde la zona de impulsión de la bomba hacia la caja del sello. Este plan funciona bien porque hay una diferencia de presiones entre la impulsión y la caja del sello, cosa que ya no ocurre cuando se eliminan los orificios de balanceo, porque la presión en la caja de sello es ahora casi igual a la impulsión y el caudal que circula por ese plan de asistencia es insignificante.

Esto ocurre frecuentemente porque la comunicación entre el fabricante de la bomba y el del sello mecánico no suele incluir estos temas.
La solución es adoptar un plan API 14, que es igual al plan API 11 hasta llegar a la caja del sello, pero desde ahí tiene una conexión hacia la succión de la bomba pasando previamente por una placa orificio que regula el caudal y mantiene presurizada la caja del sello.
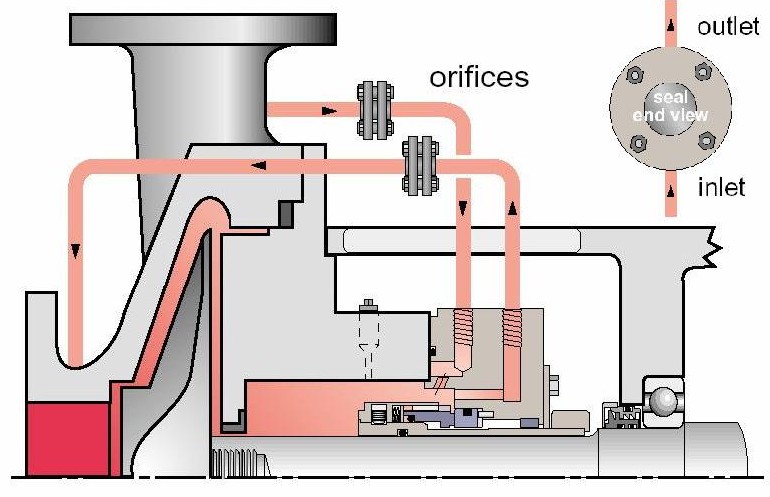
Con esto se logra un buen caudal de refrigeración para el sello, sin comprometer el equilibrio hidráulico del impulsor de la bomba.
Problemas para hacer arrancar el equipo:
El consumo de potencia de un sello de baja presión ronda los 0,5 kw, dependiendo de factores como tamaño, velocidad, etc. Pero en uno de alta presión, sobre todo si del tipo dual presurizado, puede llegar fácilmente a los 2 kw y en un eje bastante chico…
Pero eso no es lo peor, el margen de potencia que se toma habitualmente cubre la potencia del sello. Cuando la bomba parada y presurizada, es decir la condición normal de arranque en estos servicios; el sello actúa como un verdadero freno y es necesario verificar que al motor le alcance el par de arranque. Ha habido casos en los que fue necesario cambiar el motor por uno más potente, simplemente para que el equipo pueda arrancar…
Condiciones operativas variables:
Como si todo esto fuera poco, varios de los servicios de alta presión de succión son circuitos cerrados con muy poca diferencia entre la presión de succión y la de descarga. Lo que dificulta ubicar el punto de funcionamiento requerido.
Además, si es una bomba de un circuito cerrado, puede ocurrir que su caudal no esté directamente relacionado con el proceso, con lo cual es probable que los operadores le presten más atención a otros equipos.
Es común encontrar bombas funcionando muy alejadas del punto para el que fueron seleccionadas, lo que reduce la vida útil de todo el equipo.
RECOMENDACIONES:
· Solicitar la cotización del equipo recalcando que se trata de un servicio de alta presión de succión, de esa manera se asegura que vaya al departamento de Ingeniería y que se hagan las consideraciones del caso.
· Verificar que el fabricante del sello y de la bomba hayan seleccionado juntos el plan de asistencia adecuado para el servicio. El plan API 14 probablemente sea la mejor opción.
· Verifique que el fabricante del sello y de la bomba se hayan comunicado respecto de la potencia consumida por el sello y el par de arranque necesario.
· Informar al fabricante del sello si hay sólidos en suspensión. La primera selección que probablemente hagan será carbón de alta presión vs. carburo de silicio. Pero si hay sólidos en suspensión es probable que deban cambiar el carbón por carburo de silicio al grafito.
· Verifique la configuración de vínculos de las cañerías. Las bridas de las bombas no se deben considerar puntos fijos, las bridas compañeras de las mismas sí.
· Trate de automatizar la operación de la bomba y seleccione instrumentación que permita saber en qué punto está operando.
· No pretenda ahorrar en la inversión inicial.
Suscribirse a:
Entradas (Atom)