Proyectos Piping: Ejemplo de Piping Class-Download:
La Especificación de materiales o Piping Class es el documento más importante de una Planta de Proceso, ya que est...
jueves, 21 de noviembre de 2013
Tipos de Bridas
Bridas (Flanges)
Están compuestas por dos bridas, una junta, pernos con o sin cabeza roscados y tuercas. Son
fácilmente desmontables. Existen los siguientes tipos :
Las caras de las bridas pueden se lisas (flat face), con resalto (Raise face), de anillo (Ring
Joint Type) y macho-hembra (male & female).
Las juntas pueden ser de materiales, diversos como caucho, resinas revestidas en inox, espiral
y metálicas. El asbestos ha sido desechado por su acción cancerígena. Los materiales más usados
son los aceros forjado y las bridas formadas a partir de chapa torneada, éstas últimas para bajas
presiones.
Una de las normas que regula la fabricación de bridas (flanges) es la ANSI B16.5, que
establece las siguientes clases, según sea el intervalo presión-temperatura de trabajo 150# ,300#
,400# ,600#, 900# ,1500# y 2500# . Para las bridas de acero al Carbono la temperatura máxima es de
260 C (500 F) para 150 y de 455 C (850 F) para las demás clases. La variación de presióntemperatura
es de valores más altos para acero inoxidable y aleados. Se pueden graficar de la
siguiente manera :

Están compuestas por dos bridas, una junta, pernos con o sin cabeza roscados y tuercas. Son
fácilmente desmontables. Existen los siguientes tipos :
- ¨ De cuello soldable (Welding Neck)
- ¨ Deslizantes (Slip on)
- ¨ Roscadas (Screwed)
- ¨ De enchufe (Socket Weld)
- ¨ Lap Joint
- ¨ Ciegas.
Las caras de las bridas pueden se lisas (flat face), con resalto (Raise face), de anillo (Ring
Joint Type) y macho-hembra (male & female).
Las juntas pueden ser de materiales, diversos como caucho, resinas revestidas en inox, espiral
y metálicas. El asbestos ha sido desechado por su acción cancerígena. Los materiales más usados
son los aceros forjado y las bridas formadas a partir de chapa torneada, éstas últimas para bajas
presiones.
Una de las normas que regula la fabricación de bridas (flanges) es la ANSI B16.5, que
establece las siguientes clases, según sea el intervalo presión-temperatura de trabajo 150# ,300#
,400# ,600#, 900# ,1500# y 2500# . Para las bridas de acero al Carbono la temperatura máxima es de
260 C (500 F) para 150 y de 455 C (850 F) para las demás clases. La variación de presióntemperatura
es de valores más altos para acero inoxidable y aleados. Se pueden graficar de la
siguiente manera :

Relación Presión - Temperatura para algunas clases de accesorios
miércoles, 20 de noviembre de 2013
SERVICIOS DE ALTA PRESIÓN DE SUCCIÓN EN BOMBAS CENTRÍFUGAS
SERVICIOS DE ALTA PRESIÓN DE SUCCIÓN EN BOMBAS CENTRÍFUGAS
El propósito de este blog es ayudar a evitar los típicos problemas de los servicios de alta presión de succión, para lo cual vamos a hacer en primer lugar una breve descripción de los problemas más comunes. Luego analizaremos con mayor detalle cuales son las causas de dichos problemas y para finalizar, las recomendaciones del caso.
PROBLEMAS MÁS COMUNES:
· Empuje axial en el eje de la bomba
· Temperatura de cojinetes
· Alineación
· Fallas recurrentes de sellos mecánicos
· Problemas para hacer arrancar el equipo
· Condiciones operativas variables
· Planes de asistencia de sellos mecánicos inadecuados
ANÁLISIS DE LOS PROBLEMAS:
Empuje axial en la bomba:
La condición normal en una bomba centrífuga de impulsor simple, es que por diferencia de presiones aplicadas sobre la superficie del mismo se genere una fuerza resultante cuya dirección es hacia la succión.

Pero cuando la presión de succión es muy alta en relación con la presión diferencial, esa fuerza cambia de dirección y se aplica en sentido contrario, es decir, va hacia el soporte de cojinetes. Esto se debe a la presión de succión ejercida sobre sobre la superficie del eje.

Dicha fuerza, dependiendo de la bomba y sus condiciones operativas, puede ser de una magnitud importante. Solamente como ejemplo, un eje de 60 mm de diámetro con una presión de succión de 30 kg/cm2 genera una carga axial de 848 kg.
Esto es suficiente como para hacer bajar sensiblemente la vida útil L3 del cojinete axial, lo que obliga a los fabricantes de bombas a tomar acciones preventivas, que suelen ser:
Adoptar configuraciones de cojinetes especiales: La configuración típica es colocar cojinetes de contacto angular apareados en disposición “O”, donde cada uno de los cojinetes soporta empuje axial en una dirección opuesta, y en conjunto soportan cargas axiales en ambas direcciones. Algunas bombas permiten colocar tres cojinetes de contacto angular, de esta manera se refuerza su capacidad axial en la dirección que interesa.


Temperatura de cojinetes:
En caso de que el fabricante de la bomba no haya utilizado alguno de los dos recursos anteriores, al haber una carga axial importante los cojinetes tomarán mayor temperatura, lo que reducirá la vida útil del lubricante. Una mayor carga con un lubricante deteriorado conducen a una falla prematura.
Alineación:
Las elevadas presiones sobre las cañerías generan esfuerzos de vínculo sobre sus apoyos. Si la configuración de vínculos no es correcta y se transmiten esfuerzos a las bridas de la bomba, vamos a tener desalineación. Hay que recordar que la desalineación es una de las causas de falla más comunes en equipos rotantes. Hay alineadores que permiten medir la diferencia entre alineación en frío y en caliente, normalmente se usan para servicios de alta temperatura; pero también sirven para verificar la diferencia entre presurizado y despresurizado.
Fallas en los sellos mecánicos:
Un sello mecánico soporta la diferencia de presiones entre la caja del sello y la atmósfera. En servicios normales la presión de caja es bastante parecida a la atmosférica, con lo cual una diferencia de unos 10 bar es sencilla de manejar, pero cuando la presión de succión se acerca a los 30 bar vamos a tener mucha más potencia consumida y calor generado.
Las condiciones tribológicas que se presentan en las caras de contacto requieren de cierta tecnología especial. Relaciones de balanceo más bajas, materiales de caras que faciliten la evacuación del calor, diseños especiales con muescas en las caras que mejoran la performance, diseño de puntos de inyección de garanticen caudal de refrigeración adecuado, elementos de arrastre que soporten el par torsor, etc, etc.
Planes de asistencia inadecuados:
En el punto anterior vimos que la refrigeración del sello mecánico se vuelve crítica, por eso es importante una buena elección del plan de asistencia. Lo habitual es utilizar un plan API 11, que consiste de una conexión desde la zona de impulsión de la bomba hacia la caja del sello. Este plan funciona bien porque hay una diferencia de presiones entre la impulsión y la caja del sello, cosa que ya no ocurre cuando se eliminan los orificios de balanceo, porque la presión en la caja de sello es ahora casi igual a la impulsión y el caudal que circula por ese plan de asistencia es insignificante.

Esto ocurre frecuentemente porque la comunicación entre el fabricante de la bomba y el del sello mecánico no suele incluir estos temas.
La solución es adoptar un plan API 14, que es igual al plan API 11 hasta llegar a la caja del sello, pero desde ahí tiene una conexión hacia la succión de la bomba pasando previamente por una placa orificio que regula el caudal y mantiene presurizada la caja del sello.
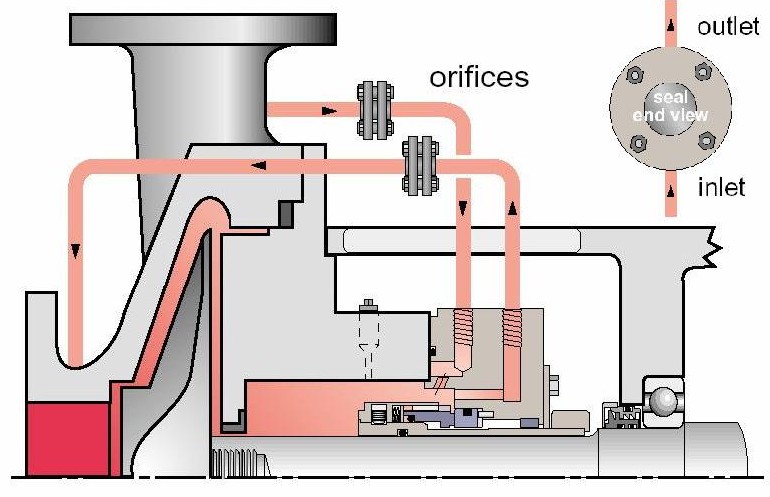
Con esto se logra un buen caudal de refrigeración para el sello, sin comprometer el equilibrio hidráulico del impulsor de la bomba.
Problemas para hacer arrancar el equipo:
El consumo de potencia de un sello de baja presión ronda los 0,5 kw, dependiendo de factores como tamaño, velocidad, etc. Pero en uno de alta presión, sobre todo si del tipo dual presurizado, puede llegar fácilmente a los 2 kw y en un eje bastante chico…
Pero eso no es lo peor, el margen de potencia que se toma habitualmente cubre la potencia del sello. Cuando la bomba parada y presurizada, es decir la condición normal de arranque en estos servicios; el sello actúa como un verdadero freno y es necesario verificar que al motor le alcance el par de arranque. Ha habido casos en los que fue necesario cambiar el motor por uno más potente, simplemente para que el equipo pueda arrancar…
Condiciones operativas variables:
Como si todo esto fuera poco, varios de los servicios de alta presión de succión son circuitos cerrados con muy poca diferencia entre la presión de succión y la de descarga. Lo que dificulta ubicar el punto de funcionamiento requerido.
Además, si es una bomba de un circuito cerrado, puede ocurrir que su caudal no esté directamente relacionado con el proceso, con lo cual es probable que los operadores le presten más atención a otros equipos.
Es común encontrar bombas funcionando muy alejadas del punto para el que fueron seleccionadas, lo que reduce la vida útil de todo el equipo.
RECOMENDACIONES:
· Solicitar la cotización del equipo recalcando que se trata de un servicio de alta presión de succión, de esa manera se asegura que vaya al departamento de Ingeniería y que se hagan las consideraciones del caso.
· Verificar que el fabricante del sello y de la bomba hayan seleccionado juntos el plan de asistencia adecuado para el servicio. El plan API 14 probablemente sea la mejor opción.
· Verifique que el fabricante del sello y de la bomba se hayan comunicado respecto de la potencia consumida por el sello y el par de arranque necesario.
· Informar al fabricante del sello si hay sólidos en suspensión. La primera selección que probablemente hagan será carbón de alta presión vs. carburo de silicio. Pero si hay sólidos en suspensión es probable que deban cambiar el carbón por carburo de silicio al grafito.
· Verifique la configuración de vínculos de las cañerías. Las bridas de las bombas no se deben considerar puntos fijos, las bridas compañeras de las mismas sí.
· Trate de automatizar la operación de la bomba y seleccione instrumentación que permita saber en qué punto está operando.
· No pretenda ahorrar en la inversión inicial.
Hot Tapping - En Proyectos Piping
El Hot Tapping consiste en añadir una derivación utilizando una te partida (Split Tee) y una válvula a la parte externa de un piping en servicio, luego una máquina de Hot Tapping es utilizada para cortar la pared del tubo dentro de la derivación, reteniendo el cupón, el cual es extraído al momento de retirar la máquina perforadora. Este procedimiento es usualmente ejecutado cuando no es viable o es impráctico tener el piping fuera de servicio.
El Hot Tapping se realiza con seguridad y sin interferir con los procesos productivos u operativos propios de la empresa. Sin producir derrames, fugas, mezclas explosivas o contaminar el ambiente.
Estas perforaciones se realizan cuando el proyecto requiere:
- Crear una derivación sobre la tubería presurizada
- Hacer cambios en secciones en el piping
- Instalación de instrumentos
- Cambio de válvulas y otros accesorios
Ventajas del Hot Tapping
- Operación continua
- Evita paradas programadas de planta
- Sin contaminación o impactos al medio ambiente
- Intervención del piping sin pérdidas en la producción.
- Reducción de costos en planificación y en pérdidas de producción.
SOLDADURA POR PROCESO DE ARCO SUMERGIDO
INTRODUCCIÓN
Al igual que en los demás procesos de soldadura por arco, este es un proceso en el cual el calor es aportado por un arco eléctrico generado entre uno o más electrodos y la pieza de trabajo.
El arco eléctrico mencionado está sumergido en una capa de fundente granulado que lo cubre totalmente protegiendo el metal depositado durante la soldadura. De aquí el nombre del proceso.
Una ventaja del proceso es que, estando el arco completamente encerrado, pueden utilizarse intensidades de corriente extremadamente elevadas sin chisporroteo o arrastre de aire. Las intensidades elevadas producen una penetración profunda y el proceso es térmicamente eficiente, puesto que la mayor parte del arco está bajo la superficie de la plancha.
Es un proceso de alta dilución, en el que aproximadamente se funde dos veces más metal base que electrodo. Corrientemente se utilizan intensidades de 200 a 2000 Amperes, aunque en los primeros días del proceso se emplearon intensidades hasta 5000 Amperes. En la actualidad estas intensidades extremadamente elevadas no son utilizadas generalmente por distintas razones, relacionadas principalmente con la metalurgia del depósito, y se prefiere depositar el metal en capas para aprovechar la ventaja de la normalización resultante del recalentamiento.
Un proceso de arco abierto que trabaje con intensidades por encima de los 300 A debe utilizarse con precaución, porque el arco es una intensa fuente de luz con elevado contenido de radiación infrarroja y ultravioleta. En la soldadura con arco sumergido no es visible el arco y tales precauciones son innecesarias. Por la misma causa el operario no puede ver el baño y juzgar el avance de la soldadura; debe confiar en que el ajuste sobre la unión permanece constante ó bien ajustar previa y cuidadosamente la trayectoria del cabezal de soldadura con respecto a la unión.
La cantidad de polvo fundente fundido durante la soldadura es aproximadamente la misma en peso que la de alambre fundido, y se deja sobre el cordón de soldadura como una capa de escoria vítrea. Bajo esta escoria el metal soldado tiene una superficie lisa, casi sin ondulaciones, debido al alto aporte de calor que produce un baño de soldadura grande que solidifica lentamente en contacto con la escoria relativamente fluida. Las soldaduras obtenidas por arco sumergido son notables por su apariencia limpia y contornos lisos. El polvo fundente no fundido durante la operación de soldadura se recupera para utilizarlo nuevamente, pero debe tenerse cuidado que no esté contaminado. Cuando se hace la soldadura en superficies inclinadas o cerca de los cantos es necesario un estante ó un dispositivo similar para soportar el fundente.
PRINCIPIO DE FUNCIONAMIENTO
La corriente eléctrica se conduce entre el electrodo y la pileta fundida a través de un plasma gaseoso inmerso en el fundente.
La figura “1” nos muestra el principio de funcionamiento de este proceso de soldadura.
La potencia la suministra un generador, un transformador – rectificador ó un transformador y se conduce al alambre (electrodo) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base.
/Soldadura%20MAG/SOLDADURA%20POR%20ARCO%20SUMERGIDO_archivos/image002.jpg)
El calor del arco funde el electrodo, el fundente y parte del metal base, formando la pileta de soldadura que conforma la junta.
En todos los equipos de este tipo existe un mecanismo que tracciona el alambre y lo conduce a través del tubo de contacto y de la capa de fundente hasta el metal base.
Los alambres utilizados son generalmente aceros de bajo carbono y de composición química perfectamente controlada; el alambre se encuentra usualmente enrollado en una bobina.
El fundente se va depositando delante del arco a medida que avanza la soldadura. Cuando se solidifica, se extrae el exceso para utilizarlo nuevamente y el fundido se elimina mediante un piqueteado. En los equipos modernos existe una aspiradora que absorbe el excedente de fundente y lo envía nuevamente a la tolva de alimentación.
APLICACIÓN
La soldadura por arco sumergido ha encontrado su principal aplicación en los aceros suaves de baja aleación, aunque con el desarrollo de fundentes adecuados el proceso se ha usado también para el cobre, aleaciones a base de aluminio y titanio, aceros de alta resistencia, aceros templados y revenidos y en muchos tipos de aceros inoxidables. También se aplica para recubrimientos duros y reconstrucción de piezas. Es un método utilizado principalmente para soldaduras horizontales de espesores por encima de 5mm, en los que las soldaduras sean largas y rectas. Pueden soldarse espesores hasta doce milímetros sin preparación de bordes mientras que con preparación de bordes el espesor máximo a unir es prácticamente ilimitado.
El propio cabezal de soldadura puede moverse sobre el trabajo en un vehículo autopropulsado ó en un puente ó el trabajo se hace girar bajo el cabezal de soldadura estacionario.
Este método es ampliamente utilizado, tanto para soldaduras a tope como en rincón, en construcción naval e industrias de recipientes a presión, estructuras metálicas, tubos y tanques de almacenaje; para esta última finalidad se utilizan máquinas especiales autopropulsadas, con un dispositivo para contener el fundente, para soldar las costuras circulares en plaza.
SELECCIÓN DE LOS PARÁMETROS DE SOLDADURA
La selección de condiciones de soldadura más conveniente para el espesor de chapa y preparación de junta a soldar es muy importante, a los efectos de lograr soldaduras libres de defectos tales como fisuras, poros y socavación lateral.
Las variables a ser consideradas son las siguientes:
POLARIDAD:
Con corriente continua positiva, CC(+) se logra mayor penetración, mejor aspecto superficial y mayor resistencia a la porosidad.
Con corriente continua negativa, CC(+) se obtiene mayor velocidad de deposición con menor penetración.
CORRIENTE DE SOLDADURA:
Determina en forma directa la penetración y la velocidad de deposición, aumentando ambas con el incremento de corriente.
DIÁMETRO DEL ALAMBRE:
Para una corriente dada, aumentando el diámetro se reduce la penetración pero el arco se torna más inestable y se dificulta su encendido.
TENSIÓN DE ARCO
Al aumentar la tensión se incrementan la dilución y el ancho del cordón y disminuye la sobremonta lográndose un cordón ancho y plano. Al mismo tiempo aumenta la cantidad de fundente que se funde con igual cantidad de alambre, lo que afecta a la composición química del metal de soldadura en el caso se emplear fundentes activos. Los voltajes excesivamente pequeños hacen que el arco muera completamente bajo la superficie de la plancha, de modo que la penetración tiene una sección transversal en forma de tulipa.
El voltaje de trabajo normal para soldar a tope es de 35 Voltios a 1000 A.
VELOCIDAD DE AVANCE:
Al aumentar la velocidad de traslación del arco disminuye el ancho del cordón y la penetración, incrementándose el riesgo de porosidad. Las velocidades excesivas se traducen en cordones mordidos y rugosos ó picudos.
LONGITUD LIBRE DEL ALAMBRE:
Con un incremento de la longitud libre del alambre, se aumenta la velocidad de deposición y decrece la penetración.
INCLINACIÓN DEL ALAMBRE:
Tiene un efecto considerable sobre la penetración y sobre las eventuales socavaduras.
En la siguiente figura se muestra su incidencia.
ESPESOR DE LA CAPA DE FUNDENTE:
Una cama de fundente de poco espesor puede producir porosidad por una inadecuada protección del metal fundido. Por otro lado, una cama muy gruesa desmejora el aspecto del cordón y pude conducir a derrames del metal fundido en soldaduras circunsferenciales y producir dificultades para la remoción de la escoria en chaflanes profundos.
ALAMBRE PARA ELECTRODO
El alambre para soldadura por arco sumergido se emplea en forma de bobinas y esté cobreado; esto evita la oxidación superficial en el almacenaje y proporciona seguridad en el contacto eléctrico; con poca resistencia entre el alambre de soldar y los contactos de cobre a través de los cuales se conduce la corriente. El diámetro del hilo utilizado depende fundamentalmente de la intensidad de corriente de soldadura necesaria y puede situarse entre 5mm de diámetro, para corriente de 150 A, a 10mm de diámetro, para una corriente de 3000 A.
El cordón de soldadura es ligeramente más estrecho con un alambre delgado que con un alambre grueso con la misma intensidad de corriente, pero el efecto principal del tamaño del alambre reside en su penetración.
La composición de los alambres para soldadura por arco sumergido depende del material que se suelda, puesto que los elementos aleados se añaden generalmente al alambre y no al fundente. En este proceso las variaciones en la técnica pueden alterar las relaciones de las cantidades fundidas de plancha alambre y fundente. Cuando se utilizan alambres altamente aleados, por ejemplo, aceros inoxidables, pude ser necesario añadir compuestos de los elementos aleantes al fundente, para disminuir las reacciones metal-escoria que pueden traducirse en pérdidas de los elementos aleantes hacia la escoria.

FUNDENTES
Los fundentes para la soldadura por arco sumergido están granulados a un tamaño controlado y pueden ser de tipo fundido, aglomerado ó sinterizado.
Originalmente se utilizaban fundentes fundidos, machacados y calibrados; atribuyéndoseles las ventajas de estar totalmente libres de humedad y no ser higroscópicos. Tanto la composición química como el estado de división de los fundentes tienen una importante influencia sobre la forma de comportarse en la soldadura.
Los fundentes aglomerados se hacen mezclando los constituyentes, finamente pulverizados, con una solución acuosa de un aglomerante tal como silicato sódico; la finalidad es producir partículas de unos pocos milímetros de diámetro formados por una masa de partículas más finas de los componentes minerales. Después de la aglomeración el fundente se seca a temperatura de hasta 800 oC.
Los fundentes sinterizados se hacen calentando pellets componentes pulverizados a temperaturas justo por debajo del punto de fusión de algunos de los componentes. Las temperaturas alcanzadas durante la fabricación limitan los componentes de los fundentes. Para fundir un fundente las temperaturas deben ser tan altas que los carbonatos y muchos otros minerales se descomponen, por lo cual los fundentes básicos que llevan carbonatos deben hacerse por alguno de los otros procedimientos, tales como aglomeración.
Se ha sabido durante años que la baja tenacidad se favorece con el uso de fundentes ácidos y que los fundentes de elevado contenido en silicio tienden a comunicar oxígeno al metal soldado. Inversamente los fundentes básicos dan un metal soldado limpio, con poca pocas inclusiones no metálicas, y, consecuentemente, de elevada tenacidad.
Tanto la composición del fundente como su estado de división influyen en el control de la porosidad. El proceso de arco sumergido es generalmente más susceptible a la porosidad causada por superficies herrumbrosas y sucias que el proceso de arco abierto. Ello es debido a que con el proceso de arco abierto el vapor de agua y los productos gaseosos, que abandonan la plancha por el calor de la soldadura, pueden escapar; mientras que en el arco sumergido tienden a ser retenidos bajo el cojín de fundente. Por esta razón es por lo que fundentes que tienen la mayor tolerancia a la oxidación y suciedad son también los que tienen mayor permeabilidad, lograda usando un grado grueso de gran regularidad. Sin embargo, cuando es necesario soldar utilizando intensidades elevadas se requiere un fundente que cubra más estrechamente, para dar un buen cierre al arco; esto se logra utilizando un tamaño de partículas lo más fino posible y una mayor variedad en tamaños, para aumentar el cierre de recubrimiento.
MATERIALES UTILIZADOS COMO COMPONENTES DE LOS FUNDENTES
| |
MINERAL
|
FÓRMULA
|
Calcita
|
CaCO3
|
Cordindón
|
Al2O3
|
Criolita
|
Na3AlF6
|
Dolomita
|
CaMg(CO3)2
|
Ferosilicio
|
FeSi2
|
Fluorita
|
CaF2
|
Hausmanita
|
Mn3O4
|
Hierro
|
Fe
|
Óxido cálcico
|
CaO
|
Magnesita
|
MgCO3
|
Periclasa
|
MgO
|
Cuarzo
|
SiO2
|
Rhodenita
|
MnSiO3
|
Rutilo
|
TiO2
|
Wellastonita
|
CaSiO3
|
Zircón
|
ZrSiO4
|
Zirconia
|
ZrO2
|
DEFECTOS EN LAS SOLDADURAS POR ARCO SUMERGIDO
POROSIDAD
Es un defecto bastante común y se debe a varios factores. A veces aparece en forma visible, como “pinchaduras” en la superficie del cordón y otras en forma no visible, por debajo de la superficie, revelado por rayos X ó ultrasonido.
Las principales causas son:
Contaminación de la junta con pintura, grasa, aceite, óxidos hidratados, etc.. Estos materiales se descomponen a las elevadas temperaturas del arco produciendo gases.
Fundente húmedo. Es buena práctica resecar los fundentes antes de su empleo y almacenarlos en un ambiente calefaccionado. Los fabricantes proveen indicaciones al respecto.
Si la unidad recuperadora es accionada por aire comprimido, éste deberá ser secado previamente.
FISURACIÓN POR HIDRÓGENO
Algunos aceros son más susceptibles que otros a la fisuración en frío, pero afortunadamente las soldaduras por arco sumergido no poseen tendencia particular a este defecto. Si el acero es templable y el fundente está húmedo, entonces sí pueden aparecer fisuras en frío. Este problema se evita manipulando correctamente el fundente y respetando las temperaturas de precalentamiento, interpasadas y de postcalentamiento en los casos en que ello sea necesario.
FISURAS DE SOLIDIFICACIÓN
La fisuración en caliente suele ser un problema causado por el gran tamaño de la pileta líquida debido a grandes corrientes de soldadura combinado con elevadas velocidades de avance. Esto origina cordones estrechos y profundos que son muy proclives a las fisuras longitudinales en caliente; figura siguiente.
El problema se agravará ante la presencia de P, S, C .
Si se presume la presencia de estos elementos en el metal base en cantidades mayores que lo normal, debe minimizarse la dilución además de lograr cordones con un perfil adecuado.
/Soldadura%20MAG/SOLDADURA%20POR%20ARCO%20SUMERGIDO_archivos/image006.jpg)
Factor de forma en cordones realizados por el proceso de arco sumergido.
VENTAJAS Y DESVENTAJAS DEL PROCESO
El arco sumergido, respecto de los otros procesos de soldadura, ofrece las siguientes ventajas:
Las juntas pueden ser preparadas en “V” con poca profundidad debido a la elevada penetración del proceso, obteniéndose con esto un menor consumo de alambre y fundente.
Los procesos de soldadura pueden realizarse a altas velocidades debido a la elevada intensidad con que se opera en la mayoría de las aplicaciones.
No es necesario proteger al operador de la máquina de la emisión de radiación, ya que el arco se encuentra sumergido en el fundente, evitándose además las salpicaduras del metal fundido.
El fundente actúa como un desoxidante protegiendo el arco y aportando elementos de aleación al cordón en el caso de emplear fundentes aleados.
Por otro lado, las limitaciones del proceso son:
Muchas soldaduras requieren algún tipo de respaldo para evitar la perforación del metal base.
Este proceso conlleva un tiempo de preparación mayor previa mayor que otros.
Con este sistema generalmente se sueldan piezas a partir de los 5 mm de espesor.
La posición de soldadura está restringida a plana y horizontal.
Documentación para Proyectos de Ingenieria - Aplica para Proyectos de Piping
LA DOCUMENTACIÓN DE PROYECTO
2. INGENIERÍA BÁSICA
3. INGENIERÍA DE DETALLE
LOS PLANOS
LAS MEMORIAS DE CALCULO
LAS ESPECIFICACIONES TÉCNICAS
PLANILLAS DE MATERIALES.
COMENTARIO
4. ESTIMACIÓN DE INGENIERÍA
5 - APOYO A LA OBRA
6 - LA ORGANIZACIÓN DE UN PROYECTO
CONCLUSIÓN
7 - LA ORGANIZACIÓN

8 - CRONOGRAMA

Una obra pasa por distintas etapas, inicia con ideas, y finalmente se transforma en objetos materiales, una construcción.
Se pasa por distintas etapas, anteproyecto, proyecto, obra, y la documentación correspondiente también, pasa por documentación de anteproyecto, proyecto, y conforme a obra.
El objetivo de la documentación en las primeras etapas es finalmente el hecho, la construcción, cuando se finaliza en cambio el objetivo es conocer como está hecha la obra para acciones necesarias a lo largo de su vida (aún la demolición si así fuera).
En cada etapa del trabajo los documentos deben incluir solo la información útil en esa etapa.
La pregunta es: Que es un proyecto?, trataremos de definir que es y aplicar los conceptos materializándolos en el proyecto de una estación eléctrica.
Un proyecto es la materialización (ejecución) de una idea volcada en documentos (planos), que finalmente se realiza (materializa) con la obra y explotación, y contempla distintas etapas:
- - ingeniería básica
- - ingeniería de detalle
- - ingeniería de obra
2. INGENIERÍA BÁSICA
Define los lineamientos generales e ideas básicas del proyecto. Estas ideas y definiciones del proyecto son los pilares en los que se basará la ingeniería de detalle, para la ejecución de los planos constructivos.
La ingeniería básica es desarrollada por un pequeño grupo profesional, en comparación con el que realiza la ingeniería de detalle mas numeroso, elabora planos, especificaciones técnicas y pliegos de licitación (si corresponden).
Como ejemplo podemos mencionar para el caso que nos ocupa que la ingeniería básica define:
- - el estudio de la red, corrientes nominales, sobretensiones y niveles de aislación, condiciones de desarrollo futuro, tensiones de servicio máximas y mínimas, necesidades de regulación.
- - ubicación de la estación transformadora. Ubicación física, y orientación de la estación eléctrica respecto de las líneas, y otras exigencias.
- - esquemas unifilares: (de la estación, de los servicios auxiliares): sistemas de barras, corrientes nominales (barras), tensiones de servicio (maximas y minimas), tensiones de servicios auxiliares, tensiones de auxiliares, coordinación de características eléctricas.
- - disposición de equipos (lay-out), distancias entre fases, distancias a tierra, alturas de los conductores, soportes, tipos de pórticos.
- - dimensiones generales del edificio de comando, necesidades, definición de locales y niveles.
- - definición de equipos y especificacion, características, interruptores (medios, principios de interrupción si alguna razón obliga a preferencias), seccionadores (formas constructivas, cuando afectan el diseño, semipantógrafo, de apertura horizontal, una o dos columnas, polos paralelos o fila india), protecciones (características, tipos, electromecánicas o de estado sólido, combinación con comando y señalización), panel de comando, panel de medición, panel de protección, telecomando, teleprotección, etc.
- - definición del cableado, kioscos, armarios de conjunción, borneras de interconexión, tipos de cable a utilizar en las distintas funciones (multipolares simples, con blindajes, eventual armadura, etc.).
- - esquemas funcionales básicos.
- - eventual pliego de licitación.
Es bueno reflexionar al desarrollar la ingeniería básica preguntándose que desea obtenerse de esta tarea, sabiendo que será seguida por una ingeniería de detalle, que es constructiva.
La ingeniería básica no es constructiva, con los planos disponibles en esta etapa no se pretende construir, ni montar equipos.
La documentación de ingeniería básica permite cotizar la obra, o el montaje con suficiente aproximación, pero no permite construir la obra, es necesaria la ingeniería de detalle.
Quien realiza este trabajo, se ajusta en un todo a los valores y especificaciones de la ingeniería básica, realizando la ingeniería de detalle conforme a normas, respetando las reglas del arte, la seguridad.
La ingeniería de detalle, se ajusta a la ingeniería básica (admitida correcta), es siempre conveniente antes de iniciar esta etapa, someter la ingeniería básica a una cuidadosa revisión, detectando las observaciones que merezca, y proponiendo las mejoras que correspondan.
La realización de la ingeniería de detalle requiere consultas a la ingeniería básica, éstas deben realizarse a través del comitente, o un sector de coordinación, para atenuar o exaltar adecuadamente el problema.
La ingeniería de detalle, se debe realizar conforme a normas, reglas de arte, y criterios de seguridad, todo esto debe ser también discutido convenientemente al inicio de este trabajo.
Salvo obras de poca monta, la relación entre los que ejecutaron la ingeniería básica, y los que desarrollan la ingeniería de detalle, no se mantienen directamente, sino se hacen a través del Comitente.
En esta etapa se convierte la información provista por la ingeniería básica en el diseño detallado de la obra, de manera de permitir la compra y o construcción de sus elementos constitutivos, y su montaje en forma correcta cumpliendo los requerimientos técnicos de la instalación.
Integran la ingeniería de detalle: planos, planillas, croquis, memorias de cálculo, especificaciones técnicas, en forma tal que permitan realizar al contratista los trabajos indicados.
La ingeniería de detalle comprende para el caso que nos ocupa el desarrollo del proyecto constructivo y las instalaciones de las distintas disciplinas, electricidad, arquitectura, obras civiles, estructuras, etc.
La ingeniería de detalle se fundamenta en la ingeniería básica, tomando los lineamientos indicados y desarrollando planos constructivos.
Tiene como nueva variable la definición precisa de los equipos a montar (que ya se han adquirido), es decir cuenta con planos certificados de los mismos, y a medida que avanza la fabricación los planos se convierten en conformes a fabricación.
Se dispone entonces de planos de: interruptores, seccionadores, tableros, transformadores de potencia, de tensión, de corriente, etc.
Con estos datos se elaboran los planos de obra, definiendo con precisión para las distintas especialidades:
- - electricidad:
- - esquemas unifilares
- - esquemas trifilares
- - esquemas funcionales de comando, protecciones, enclavamiento.
- - disposición de equipos en playa (lay out).
- - ubicación de la estación en el terreno (relación a líneas y otras obras exteriores).
- - dimensiones del edificio de comando.
- - ubicación de tableros y paneles dentro de los edificios.
- - segregación de tensiones.
- - planillas de borneras.
- - cableados dentro de paneles (pueden corresponder al proveedor de tableros).
- cableados entre paneles y equipo se playa.
- listas de cables.
- tablas de tendido de barras (conductores flexibles)
- - cómputos de materiales.
- - planos de puesta a tierra.
- - especificaciones técnicas de construcción,
- provisiones complementarias, montajes.
- - Arquitectura y obras civiles.
- - planos de replanteo, nivelación y movimiento de tierra.
- - planos arquitectónicos del edificio de comando, y otros edificios
- (planta, cortes, frentes, detalles constructivos, carpintería, etc.).
- - planos de instalaciones varias en edificios (agua, gas, electricidad, desagües, etc.).
- - planos de caminos y pavimentos.
- - planos de desagües pluviales y sanitarios.
- - planos de pilotajes (si necesarios).
- - planos de encofrado, armaduras de fundaciones y
- estructuras de hormigón armado.
- - planillas de doblado de hierros.
- - planos generales de estructuras metálicas (pórticos, soportes de equipos, etc.).
- - especificaciones técnicas de construcción, provisión y montaje.
- - planillas de cómputos de materiales.
- Los documentos que se emiten en etapa de ingeniería de detalle son:
- - planos
- - memorias de cálculo
- - especificaciones técnicas
- - planillas de materiales
- - informes de ensayo
La denominación genérica que se da a todos estos documentos es "planos".
En rigor se los puede separar en documentos escritos (textos), y documentos dibujados (simbólicos).
LOS PLANOS
Con ellos la obra se construye. Es el producto final de la ingeniería de proyecto. Deben ser claros, autosuficientes, sin necesidad de recurrir a otros planos para su entendimiento (comprenderlos), salvo en lo complementario.
Al respecto tendrá indicados en sus referencias los planos, o documentos en los cuales esta basado (antecedentes), o lo complementa. En el caso de planos de ingeniería de detalle se debe recordar que con ellos se construye la obra.
No deben dejar margen de creación a la obra, salvo en detalles menores, y para salvar esta necesidad se hacen planos de típicos de montaje, y detalles constructivos.
Todos los planos deben ser en lo posible del mismo tamaño, para facilitar su archivo, y el manejo de los mismos en obra.
Se recomienda el tamaño 840 x 600 mm (correspondiente a la norma IRAM tamaño A1) o medidas similares fijadas por las normas de aplicación correspondientes.
Antes de ejecutar un plano conviene bosquejarlo en un croquis, a mano alzada, mostrando lo que se desea.
Una vez ejecutado un plano, se lo envía PARA APROBACIÓN, al comitente o a quien corresponda, y a su regreso con o sin observaciones, realizadas las revisiones que correspondan se lo emite APTO PARA EJECUCIÓN o APROBADO PARA CONSTRUCCIÓN.
Hasta su aprobación un plano puede sufrir varias revisiones, es necesario establecer una manera adecuada y clara de reconocer las sucesivas revisiones.
Se puede actuar de la siguiente manera:
- - sin identificar, la primera emisión
- - las sucesivas revisiones se identifican con: a, b, c, ...
Toda revisión debe tener indicado lo modificado respecto de la anterior, generalmente lo revisado se incluye en una nube y un triangulito con la letra correspondiente a la revisión.
Cada nueva revisión corresponde la limpieza de las anteriores; el objeto de las nubes es que no queden dudas respecto de las modificaciones hechas.
Finalmente una revisión es aprobada y entonces el plano se emite limpio, sin nubes, PARA CONSTRUCCIÓN, en revisión 0 (cero).
En este punto es deseable que el plano no sufra más actualizaciones, pero puede ocurrir que nuevas informaciones obliguen a modificar los planos, generando ulteriores revisiones:
- que sucesivamente se numeran: 1, 2, 3, ...
Lógicamente se califican PARA CONSTRUCCIÓN, debe evaluarse por el avance de la obra y por la magnitud si tiene sentido hacer este trabajo, es importantísimo que esto no genere papel inútil, o peor aun confusión, en particular en la obra (las modificaciones llegaran en tiempo útil a la obra).
Con la metodología indicada anteriormente se tiene finalmente volcada en los planos, toda la historia de sucesivas modificaciones.
Las revisiones tienen indicadas dentro de una nube las modificaciones, y dentro de un triangulito se indica la codificación de la revisión, en cada revisión se borran las nubes de las revisiones anteriores.
El objeto de las nubes es poner en evidencia en forma clara y precisa, las modificaciones de un plano respecto de la versión anterior, individualizándolas y no dejando lugar a dudas.
Hay dos momentos en un proyecto en los cuales un plano se encuentra limpio de nubes, luego de su primera emisión:
- al momento de la revisión cero (0) Apto para ejecución
- cuando se hace Conforme a obra
El plano conforme a obra es aquel, como su calificación indica, que tiene asentadas las modificaciones realizadas en obra, indica como se ha construido, sus cotas, montado, conectado, etc. un equipo.
Estos planos son de suma importancia ya que de ellos se valdrá el personal de explotación, para la operación y mantenimiento, y serán documentos que se utilizaran eventualmente en el futuro para el desarrollo de la ingeniería de eventuales modificaciones o ampliaciones.
Los planos para aprobación no se deben emitir para la obra, solo causan confusión, solo deben llegar al comitente, cuando se emiten Aptos para ejecución, deben ir a la obra y al comitente, las actualizaciones posteriores es indispensable que la obra las reciba y tome nota de su importancia sustituyendo las versiones superadas.
El plano tiene ahora asentadas las modificaciones realizadas en obra, y certifica como quedó construido, montado, conectado, etc., un equipo, o realizada una construcción o instalación.
Los planos son de suma importancia, acompañan la vida de la obra, de ellos se vale el personal de explotación para la operación y el mantenimiento de la estación eléctrica y también son los documentos que se utilizarán en el futuro para desarrollar la ingeniería de ulteriores ampliaciones.
Los planos que se emiten para la obra son los calificados PARA CONSTRUCCIÓN, los planos PARA APROBACIÓN, a la obra solo le interesan para información, pero en general no llegan a ella para evitar confusiones, solo se le envían cuando se requiere de la obra comentarios útiles para el montaje.
LAS MEMORIAS DE CALCULO
El objeto es conservar documentadas las razones de las decisiones tomadas al adoptar una determinada solución, a veces se tienen varias opciones y se debe optar, estas memorias se emiten al comitente para aprobación.
Aprobadas por el comitente, se tiene el visto bueno para llevar adelante el proyecto de la propuesta adoptando la solución. Para no atrasar la ingeniería, frecuentemente no se espera esta aprobación, en la esperanza que estos documentos sean correctos.
El proyecto recién adopta dicha solución, una vez aprobada la memoria de cálculo, generalmente este documento no interesa a la obra, ni al eventual contratista de obra.
En cuanto a revisiones, referencias, etc. reciben el mismo tratamiento que los planos... a veces por el tipo de memoria (imaginemos un cálculo de cortocircuito) el cartel APROBADO PARA CONSTRUCCIÓN es jocoso, debe usarse simplemente el APROBADO.
La claridad de las memorias es importante, se deben separar los puntos que las componen en forma evidente, por ejemplo:
- - objeto.
- - alcance.
- - premisas de cálculo, hipótesis, datos.
- - metodología de cálculo, programas utilizados, desarrollo del cálculo.
- - resultados de cálculo.
- - conclusiones.
Deben incluir dibujos simplificados, gráficos claros, generalmente se organizan separando texto, tablas, gráficos, ya que en general cada parte recibe distinto tratamiento en su elaboración.
Algunos pretenden tener las conclusiones al principio de la memoria... esto no es fácil a nivel de elaboración, se puede hacer al finalizar el trabajo reordenando el texto... pero generalmente se tendrán conclusiones sin premisas, y la lectura de la memoria completa resultara mas dificultosa.
LAS ESPECIFICACIONES TÉCNICAS
Las especificaciones técnicas deben definir con claridad como debe realizarse (técnicamente) ciertas tareas a cargo del contratista.
O bien especifican que se desea recibir como provisión de determinado equipo.
Es importante destacar que debe distinguirse lo que se desea (que!), y como se debe hacer (como!), esto último es menos importante cuando quién hace es idóneo, normalmente la especificación de ingeniería dirá que se debe hacer, y la de obra explicará como se hará.
Las especificaciones técnicas deben definir la función, no deben ser un manual de construcción del equipo, esto es responsabilidad del proveedor, el ingeniero de proyecto no es ingeniero de producto.
La calidad que desea obtenerse debe estar basada en las normas, la sola mención de las mismas es la que fija (es suficiente para obtener) la calidad del producto.
Para controlar la calidad, en los pasos intermedios de fabricación se debe controlar el cumplimiento de los diferentes requerimientos de las normas.
Dentro de una misma provisión no es posible mezclar normas, no es válida la aplicación de la frase: deberá cumplirse la norma mas rigurosa entre las siguientes...
Las especificaciones técnicas deben tener una forma similar a las memorias de cálculo, fijando puntos en forma clara similarmente a las memorias de cálculo, pero sin hacer múltiples referencias cruzadas a la documentación de proyecto, para evitar tener que transmitir un paquete de especificaciones cuando solo se desea un producto.
La claridad de las especificaciones es importante, se deben separar los puntos que las componen en forma evidente, teniendo especialmente en cuenta que estos documentos afectan a empresas que no trabajan dentro del proyecto, y debe facilitarse la rápida comprensión para lograr una cotización conveniente; lo puntos a incluir en la especificación son por ejemplo:
- - objeto.
- - alcance.
- - características generales, normas de aplicación general.
- - características particulares, normas particulares.
- - planilla de datos, informativos y garantizados.
- - ensayos y seguimiento de la producción.
En cuanto a revisiones, referencias, etc. reciben similar tratamiento de los planos.
Conforme avanza la gestión de compra puede haber una negociación que supere partes de la especificación, notas que aclaren, etc. si bien se trata de un trabajo adicional, es conveniente actualizar la especificación haciéndola conforme al contrato, e incluyendo en ella datos de la provisión y citando en ella los documentos de la provisión (planos de proveedor), esto facilita el trabajo de proyecto de detalle ya que informa sobre el equipo adquirido.
La herramienta que se tiene para comprobar finalmente la calidad del producto, son los ensayos de recepción, que también producen resultados a incluir en la especificación, conformándola a la provisión.
PLANILLAS DE MATERIALES.
En estas se definen los materiales requeridos, en forma precisa y clara (pero sobre todo breve) detallando las cantidades necesarias que surgen del cómputo de la obra, con mayoraciones eventuales debidas a criterios que dependen de como se ha computado.
Pérdidas (robos) y recortes exigen eventuales ulteriores mayoraciones que entran bajo la responsabilidad del contratista de montaje, como trabaja, como cuida del material.
Ulteriores materiales, se juzgan menores o de consumo, y no se computan considerándoselos parte no significativa, pero si deben ser provistos para realizar el montaje.
El cómputo de los materiales menores, por ejemplo:
- - cinta aisladora, hilo de atar...
- - borneras, anillos indicadores, prensacables...
- - terminales de cables de comando, medición...
corresponde al contratista del montaje, que generalmente lo hace con la ingeniería de obra, o con estimaciones basadas en su experiencia.
Como para los otros documentos ya vistos revisiones, referencias, etc. reciben similar tratamiento.
COMENTARIO
Sobre los distintos documentos se agregan referencias que justifican su origen, interrelaciones.
Generalmente una Memoria de cálculo, junto con los croquis preliminares generan la base de proyecto de un determinado detalle.
Posteriormente este se materializa en un plano, que muestra la solución adoptada (y como realizarla).
La solución adoptada trae como consecuencia la necesidad de materiales y equipos cuyos requerimientos se vuelcan en planillas de materiales y especificaciones técnicas.
Las planillas de materiales tienen por objeto fijar las cantidades necesarias de cada componente, las especificaciones técnicas fijan en cambio características y calidad de los componentes.
Surge en consecuencia que solo deben realizarse especificaciones técnicas para equipos y componentes que lo merezcan por su importancia.
Cuando en las planillas de materiales se especifican los materiales en forma demasiado concisa, se hace necesaria alguna frase que fije el nivel de calidad deseado, esto se logra citando la norma, o bien con una hoja anexa a la planilla que especifica nivel de calidad y ensayos.
Este tipo de necesidades están muy ligadas al mercado que proveerá los materiales, y a eventual imposibilidad (prohibición) de citar marcas especificas para asegurar la calidad.
Los interesados directos de estos distintos documentos son:
- - la oficina de compras, que requiere planillas de materiales y especificaciones técnicas, y eventualmente el asesoramiento de la oficina de proyecto para alguna discusión con oferentes primero y proveedores después, y finalmente asesoramiento para los ensayos.
- - la obra, que requiere planillas de materiales (con detalle de lo efectivamente comprado), en general no utiliza las especificaciones de compra, sino parte de la información conforme a la provisión, y los planos de proyecto.
En rigor es conveniente que la obra posea toda la documentación para disponer de los elementos de juicio que le permitan superar eventuales dificultades con el adecuado apoyo de ingeniería que tiene la responsabilidad de proyecto.
Las memorias de cálculo tienen como destino el departamento de ingeniería de quien operará con la obra (comitente), ya que utilizará esta documentación frente a dificultades que aparezcan con el tiempo, o como base para mantener los criterios fijados en futuras ampliaciones.
4. ESTIMACIÓN DE INGENIERÍA
El proyecto se debe lograr realizar en tiempo y forma, por lo que es necesario evaluar la mole de trabajo a desarrollar, organizar la modalidad de trabajo, repartir las tareas, suplir imprevistos, fijar prioridades...
El trabajo de proyecto es esencialmente un trabajo mental, por lo que el recurso que se emplea es el hombre, con las condiciones de idoneidad para la tarea que debe hacer.
Se presupone que se contará con el recurso adecuado, y entonces el trabajo a hacer se evalúa en meses hombre, u horas hombre que insumirá finalmente el proyecto.
Para la estimación se parte generalmente de la lista de actividades, tareas, que se deben desarrollar, frecuentemente se utiliza la lista de planos preliminar que se prevé ejecutar.
Utilizar la lista de planos tiene un defecto, muchas actividades quedan ocultas, y pueden no ser correctamente estimadas por esta razón, de todos modos frecuentemente esta es la modalidad que se utiliza para estimar el trabajo.
Se denomina genéricamente planos a todos los documentos que corresponden a la ingeniería a desarrollar, ya hemos hecho esta aclaración, la documentación incluye planos propiamente dichos, especificaciones, memorias, planillas...
Con la lista de planos (o mejor de actividades), se estima para cada uno las horas hombre que insumirá para distintas categorías de personas que intervendrán en su realización:
- - ingeniero
- - proyectista
- - dibujante
De la suma de estas horas surge la estimación total del trabajo, finalmente en meses hombre.
La ejecución total de la ingeniería exige un encadenamiento de tareas, de una misma disciplina, como también de distintas disciplinas, y con los proveedores, las horas hombre previstas deben distribuirse en el tiempo de acuerdo a estas condiciones.
Otro condicionante es que a veces un mismo especialista (presentado como recurso escaso) se debe ocupar de varias tareas , que no deben en consecuencia ser simultáneas, esta es una situación importante a considerar y respetar cuando se trata de realizar el cronograma de tareas.
Con estas consideraciones quedan definidas las necesidades de personal en cada momento del desarrollo de la ingeniería, vacaciones y sucesos aleatorios también deben considerarse, se debe tratar de que en todo momento no se produzcan valles, ni picos en los requerimientos del recurso de personal.
Es conveniente dividir al personal en grupos, equipos, que crecen a medida que avanza el proyecto y lo requiere la actividad, y luego gradualmente se reducen cuando el trabajo llega a su fin.
Cada equipo debe mantenerse durante el mayor tiempo posible de desarrollo del proyecto, sus integrantes son en definitiva los conocedores de los detalles del desarrollo del proyecto.
5 - APOYO A LA OBRA
Quienes ejecutan la ingeniería de detalle deben realizar periódicas visitas a la obra, recogiendo los inconvenientes y los aciertos de las distintas soluciones y detalles volcados en los planos.
Esta es una útil experiencia a tener en cuenta en los futuros proyectos.
Otra tarea importante es discutir preliminarmente ciertas ideas de desarrollo de la ingeniería, ya que ésta deberá ser realizada por la obra, y se debe tratar de facilitar su trabajo.
La obra requiere de cierto apoyo de ingeniería al momento de ejecución de su trabajo, y esta necesidad crece al momento de ensayos, y puesta en servicio, como también los ensayos de funcionalidad.
Para estos últimos es necesario que se encuentre en obra quien conozca al detalle las condiciones operativas de la estación y los esquemas funcionales.
Los ensayos de funcionalidad deberían encontrar reunidos, al proyectista, al que construyó, y al que operará, a fin de que se logre el adecuado trasvasamiento de información, y recuperación de experiencias.
6 - LA ORGANIZACIÓN DE UN PROYECTO
Analizaremos someramente como puede organizarse un proyecto para realizar la ingeniería básica, y de detalle. Lógicamente los casos analizados deben tomarse como ejemplos que normalmente se presentan, pero no excluyen de ninguna manera otras alternativas.
Veamos un posible caso, las empresas que intervienen son la empresa de servicio público (que tiene la concesión del servicio) y que contrata la realización del trabajo de ingeniería, la llamamos COMITENTE.
Una empresa de ingeniería, que es contratada para realizar el proyecto (puede ser una empresa consultora), la denominaremos INGENIERO.
El comitente establece "que quiere" a través de su departamento idóneo (de planeamiento, o de ingeniería), para el caso que nos ocupa, puede tratarse de la ejecución de algunas estaciones eléctricas previendo la mayor demanda de energía en cierto polo de desarrollo.
El ingeniero define la ingeniería básica, recomendando la solución mas conveniente "como se debe hacer". Realiza los documentos que incluyen esta recomendación y los emite para la aprobación del comitente.
Quien aprueba esta documentación técnica es el departamento de ingeniería del comitente, que observa si las soluciones están de acuerdo a sus criterios, ya plasmados en sus restantes instalaciones, o eventualmente si es hora de introducir otras soluciones.
Esta modalidad respeta el esquema "ingenieria basica / relacion comitente ingeniero", que conviene observarlo en detalle.
Si la empresa de servicios tiene un departamento de ingeniería suficiente, puede ser que la función de ingeniero sea desarrollada por dicho departamento, es necesario de todos modos separar las funciones de comitente e ingeniero, definir quién hace y quién aprueba.
Este caso se ha representado con el esquema "ingenieria basica / relacion comitente ingeniero - oficina de ingenieria de la empresa", ambos esquemas son similares, para el primer caso el plantel de la empresa de servicio público debe ser mas reducido.
Veamos ahora algunos esquemas correspondientes al desarrollo de ingeniería de detalle, generalmente el equipo que hace esta tarea no es el mismo que se dedicó a la ingeniería básica.
También aquí se pueden presentar distintas alternativas, el esquema "ingenieria de detalle / relacion comitente ingeniero", similar al "ingenieria basica / relacion comitente ingeniero", el comitente entrega la ingeniería básica al ingeniero para que ejecute la ingeniería de detalle.
El ingeniero desarrolla su trabajo, emite planos para aprobación que son controlados por el departamento de ingeniería del comitente y retornan aprobados, o con observaciones.
Al fin aprobados, se emiten aptos para ejecución, para construcción, de envían a la obra.
La obra será realizada por un CONTRATISTA de montaje, que recibe estos planos y se ajusta a ellos para realizar eventualmente alguna ulterior ingeniería de obra y finalmente la obra.
El otro esquema "ingenieria de detalle / relacion comitente ingeniero - oficina de ingenieria de la empresa", propone que la misma empresa de servicio publico ejecute su ingeniería de detalle, a semejanza de "ingenieria basica / relacion comitente ingeniero - oficina de ingenieria de la empresa), el departamento de ingeniería debe destacar un equipo que revise el proyecto y apruebe los planos como si llegaran de un externo a la empresa.
Dependiendo de la envergadura de la obra (y de la empresa) puede ser que ella misma realice el montaje.
Otra variante mostrada en el "ingenieria de detalle y montaje / obra llave en mano", corresponde a la modalidad llamada "llave en mano", en este caso el comitente contrata ingeniería de detalle, y montaje a la misma empresa constructora, que a partir de la ingeniería básica debe desarrollar la ingeniería de detalle, realizar la obra, y entregarla funcionando.
En este caso el departamento de ingeniería del comitente asume la función de control de la ingeniería de detalle.
A veces el comitente contrata a una empresa consultora la revisión del proyecto de ingeniería de detalle, podríamos llamar esta función INSPECCIÓN.
Una forma que tiene la empresa de servicio de reducir la mole de trabajo de ingeniería de detalle, y por tanto realizarla en tiempos muy breves, y no necesitar subcontratarla, es haciendo gran uso de documentación preelaborada, esquemas típicos adaptables a cualquier obra, de manera que una vez definida la ingeniería básica la de detalle se realiza extrayendo los documentos adecuados del archivo, y realizando solo un mínimo de documentación complementaria.
CONCLUSIÓN
Surge de lo expuesto que independientemente de como se organizan las empresas que intervienen en los distintos esquemas vistos, deben existir equipos de trabajo con funciones bien definidas.
Para desarrollar la ingeniería básica:
- - Equipo de planeamiento (define "que quiere")
- - Equipo de Ingeniería básica (define "como se debe hacer")
- - Equipo de Aprobación (revisa lo ejecutado como ingeniería básica, y la aprueba)
Para desarrollar la ingeniería de detalle:
- - Equipo de Aprobación (entrega la ingeniería básica, recibe y aprueba la de detalle)
- - Equipo de Ingeniería de detalle (desarrolla los documentos para ejecución, construcción)
- - Equipo de montaje (realiza la obra)
- - Equipo de inspección (supervisa la obra, ejecuta los ensayos, aprueba lo construido)
7 - LA ORGANIZACIÓN
La firuga debajo (organigrama)muestra a modo de ejemplo un organigrama y funciones para el desarrollo de la ingeniería de detalle.
{kind=link}
En la figura (cronograma de ingenieria basica, de detalle, obra) se observan las etapas de ingeniería básica, y de detalle, y su relación con la obra, mostrando el tiempo que puede insumir la gestación de la ingeniería básica, hasta la terminación de la obra.
Se puede apreciar que muchas tareas se disponen superpuestas, y no sucesivamente, para lograr contener los tiempos de realización.
Por ejemplo, la ingeniería de detalle se inicia en paralelo con la fabricación de equipos, la obra se inicia cuando todavía se desarrolla ingeniería, la emisión de planos se hace a medida que la obra los requiere por su avance.
El ejemplo quiere mostrar la necesidad que frecuentemente se presenta de seguir este camino para acortar plazos, en el ejemplo se ha logrado contener este a 38 meses (mas de 3 años), si las tareas se ejecutan en serie el plazo llegaría a 55 meses...

Suscribirse a:
Entradas (Atom)